
Продукция









Устройства против завихрений
Антивихревое устройство предназначено для установки на днищевых сливных патрубках резервуаров, реакторов, технологических емкостей, автоцистерн и другого оборудования. Основная функция – подавление образования воронки при сливе жидкости, предотвращение захвата воздуха, газообразования, р...
Описание
маркер
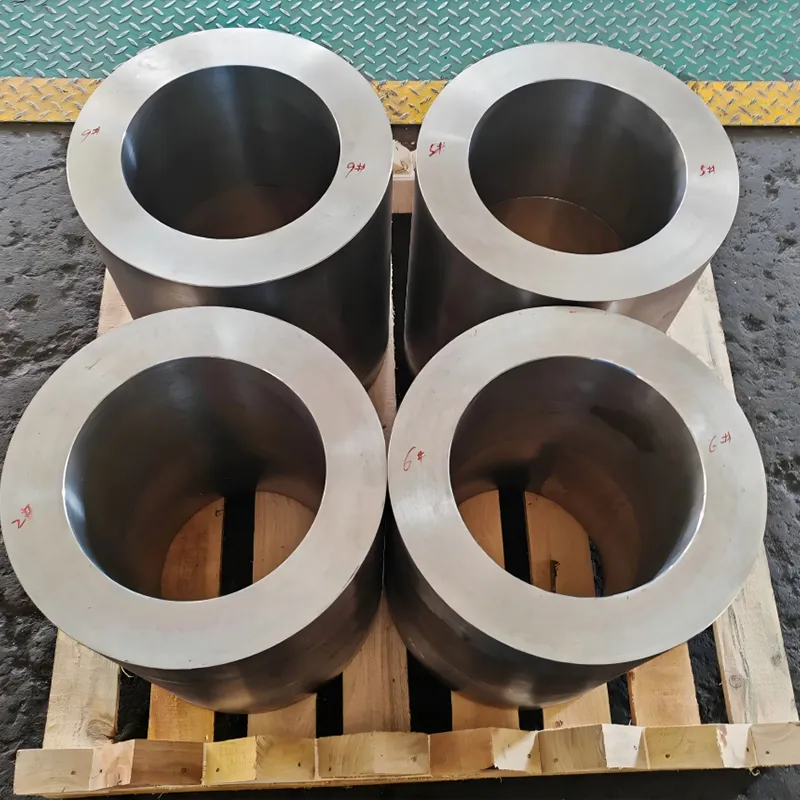
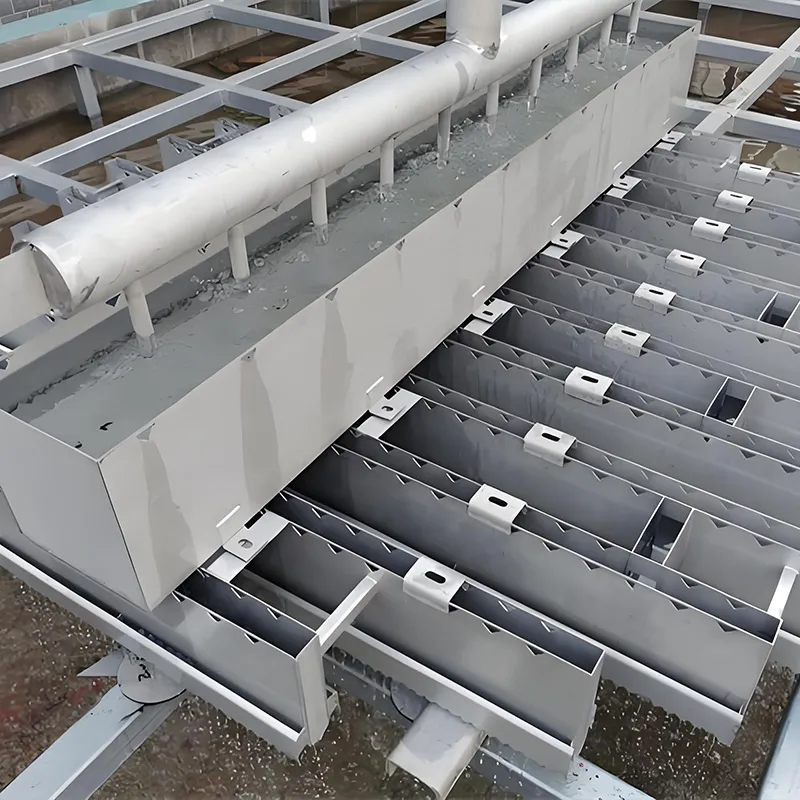
Антивихревое устройство предназначено для установки на днищевых сливных патрубках резервуаров, реакторов, технологических емкостей, автоцистерн и другого оборудования. Основная функция — подавление образования воронки при сливе жидкости, предотвращение захвата воздуха, газообразования, разбрызгивания продукта и вибрации оборудования. Обеспечивает стабильный слив и устойчивую работу насоса, а также повышает чистоту отбора продукта.
Изделие изготавливается из специальных коррозионностойких сплавов: дуплексных сталей 2205/2507, 904L, сплава Hastelloy C276, титановых сплавов TA2/TA10, монеля 400, инконеля 625 и др. Предназначено для эксплуатации в средах с высокой концентрацией кислот, щелочей, солей, при высоких температурах и в условиях агрессивной коррозии.
Конструктивные исполнения: крестообразное, коробчатое, отбойное, комбинированное. Монтаж осуществляется непосредственно внутри емкости с помощью сварки или болтовых соединений. Устройство отличается простотой установки, высокой прочностью, коррозионной стойкостью, устойчивостью к засорению и длительным сроком службы. Широко применяется в сливных системах емкостей химической, нефтехимической, литиевой, металлургической, фармацевтической, природоохранной и других отраслей промышленности.
| Параметр | Значение |
| Наименование изделия | Антивихревое устройство из спецсплавов, донное антивихревое устройство, успокоитель потока, крестообразная антивихревая решетка |
| Применяемые материалы | 304, 316L, 2205, 2507, 904L, Hastelloy C276, TA2, TA10, Monel 400, Inconel 625 |
| Оборудование для установки | Реакторы, резервуары-хранилища, мерники, промежуточные емкости, автоцистерны, бункеры, технологические аппараты |
| Рабочая среда | Кислоты, щелочи, солевые растворы, органические растворители, суспензии, высокотемпературные коррозионные жидкости |
| Тип конструкции | Крестообразный, коробчатый, отбойный, комбинированный |
| Способ монтажа | Приварка внутри емкости, болтовое крепление, фланцевое соединение |
| Диаметр сливного патрубка | Ду50, Ду80, Ду100, Ду125, Ду150, Ду200, Ду250, Ду300, а также нестандартные размеры под заказ |
| Рабочая температура | от -20°C до 450°C |
| Рабочее давление | от атмосферного до 10,0 МПа |
| Обработка поверхности | Пассивация, полировка, дробеструйная обработка |
| Функциональные особенности | Подавление воронки, предотвращение кавитации, стабилизация слива, снижение вибрации, высокая коррозионная стойкость |
| Нормативная документация | GB150, HG/T, стандарты предприятия |
Технологический процесс изготовления
1.Входной контроль материалов: спектральный анализ листового и сортового проката из спецсплавов, проверка механических свойств, контроль геометрии и качества поверхности.
2.Раскрой на оборудовании с ЧПУ: плазменная, лазерная или гидроабразивная резка, обеспечивающая точность размеров и высокое качество кромок.
3.Гибка и формовка: гибка элементов согласно конструкторской документации, контроль углов и плоскостности.
4.Сборка узлов: точная сборка пластин, основания, ребер жесткости и фиксирующих элементов.
5.Сварка спецсплавов: сварка с контролируемым тепловложением, обеспечивающая минимальные деформации и отсутствие дефектов сварных швов.
6.Механическая обработка сварных швов: зачистка швов, удаление заусенцев, притупление острых кромок.
7.Финишная обработка поверхности: пассивация, полировка или дробеструйная обработка для повышения коррозионной стойкости.
8.Контроль геометрических размеров: проверка габаритных размеров, расстояний между элементами, расположения монтажных отверстий.
9.Визуальный контроль: проверка на отсутствие трещин, деформаций, заусенцев, сварочных брызг и следов коррозии.
10.Упаковка и консервация: упаковка готовой продукции, предотвращающая повреждения при транспортировке и хранении.
")
")
")
связаться с нами
Сопутствующие популярные продукты

Емкостное оборудование
Емкостное оборудование из специальных коррозионностойких сплавов представляет собой ключевое нест...

Винт-шпилька
Мы предлагаем высокоэффективные шпильки (резьбовые стержни) из специальных сплавов, специально ра...

Стойки из нержавеющей стали
Производимые нашей компанией строительные опорные стойки из нержавеющей стали изготавливаются из ...

Круглые прутки
Мы являемся профессиональным производителем высококачественных круглых прутков из специальных спл...

Рулоны из специальных сплавов
Мы производим высококачественные рулоны (полосы) из специальных сплавов, используя в качестве сыр...

Фасонные прутки
Мы профессионально производим специальные фасонные прутки из спецсплавов, используя высококачеств...

Литые изделия
Мы предлагаем высокоэффективные прецизионные литые изделия из специальных сплавов, ориентированны...

Листы из специальных сплавов
Наши специальные толстолистовые плиты из сплавов, изготовленные методом горячей/холодной прокатки...

Колонное оборудование
Колонное оборудование из специальных сплавов представляет собой ключевое оборудование для осущест...

Крепежные изделия
Мы предлагаем высокоэффективные крепежные изделия из специальных сплавов, специально разработанны...
Поковки
Мы предлагаем высокоэффективные поковки из специальных сплавов и нержавеющей стали, специально ра...

Фасонная проволока
Фасонная проволока - это прецизионная металлическая проволока с некруглым поперечным сечением, из...

Элементы навесных фасадов, зажимы
Наша компания специализируется на производстве крепежных элементов для навесных фасадов из нержав...
Распределители кислоты
Кислотораспределитель является ключевым внутренним компонентом для распределения жидкости в серно...

Трубные фитинги
Мы предлагаем высокоэффективные отводы и тройники из специальных сплавов, специально разработанны...
Сварочная проволока из специальных сплавов
Мы профессионально поставляем различные типы сварочной проволоки из специальных сплавов, использу...






