
Продукция








Литые изделия
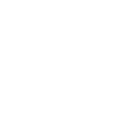
Мы предлагаем высокоэффективные прецизионные литые изделия из специальных сплавов, ориентированные на экстремальные условия эксплуатации, такие как высокие температуры, высокое давление, сильная коррозия, и широко применяемые в таких ключевых областях, как нефтехимия, энергетическое машиностро...
Описание
маркер
Мы предлагаем высокоэффективные прецизионные литые изделия из специальных сплавов, ориентированные на экстремальные условия эксплуатации, такие как высокие температуры, высокое давление, сильная коррозия, и широко применяемые в таких ключевых областях, как нефтехимия, энергетическое машиностроение, морское строительство, авиакосмическая промышленность, медицинская техника и высокоточное машиностроение. Используются высококачественные специальные сплавы, такие как Inconel, Monel, Hastelloy, Incoloy, Nickel 200/201, высококремнистая нержавеющая сталь (38815/32615) и другие. Опираясь на технологию прецизионного литья по выплавляемым моделям, мы точно воспроизводим сложные структуры, гарантируя, что каждая отливка обладает превосходной коррозионной стойкостью, жаростойкостью, высокой прочностью и однородностью микроструктуры, идеально соответствуя жестким требованиям эксплуатации высокотехнологичного оборудования.
Мы придерживаемся концепции прецизионного производства, строго контролируя на всех этапах - от проектирования пресс-форм, изготовления восковых моделей до заливки и формовки, термической обработки - размерную точность, качество поверхности и внутренние свойства. Мы способны точно производить такие конструктивные элементы, как сложные полости, тонкие стенки, фасонные формы, которые трудно реализовать обычной ковкой. Будь то стандартные литые изделия или фасонные изделия на заказ, все они соответствуют международным и национальным техническим стандартам, таким как GB, ASTM, ASME, сочетая надежность и стабильность, обеспечивая ключевую поддержку для эффективной и безопасной работы оборудования клиентов.
Параметры продукции
| Наименование | Подробные параметры | Примечание |
| Универсальные прецизионные литые изделия | Вес: 0,1 кг - 500 кг; Точность размеров: класс СТ4-СТ7; Шероховатость поверхности: Ra 1,6 - Ra 6,3 мкм | Возможно изготовление по чертежам заказчика сложных фасонных, тонкостенных (минимальная толщина стенки ≥ 1,5 мм) и многополостных конструктивных элементов. |
| Ключевые литые изделия для оборудования | Рабочая температура: от -196°C до 1200°C; Класс давления: 0-100 МПа; Стандарты: GB/T, ASTM, ASME | Подходят для нефтехимических реакторов, ветроэнергетического оборудования, авиационных компонентов, оборудования для морского строительства и др. |
| Фасонные прецизионные литые изделия | Максимальные габаритные размеры: ≤2000 мм × 1500 мм × 1000 мм; Точность обработки: ±0,05 мм | Поддерживается изготовление изделий со сложными криволинейными поверхностями, многоперфорированной структурой, составных отливок на заказ, сокращая последующие операции механической обработки. |
| Состояние | Закалка на твердый раствор, отжиг, дисперсионное твердение (старение), закалка и отпуск | Предлагаются такие виды обработки поверхности, как травление, пассивация, полировка, пескоструйная обработка, для повышения коррозионной стойкости и улучшения внешнего вида. |
Технологический процесс:
1.Входной контроль сырья: Осуществляется проверка химического состава, механических свойств, микроструктуры для обеспечения соответствия материала требованиям.
2.Проектирование и изготовление пресс-формы: В соответствии с чертежами проектируется и изготавливается высокоточная пресс-форма, адаптированная для процесса литья по выплавляемым моделям.
3.Изготовление восковой модели: Воск впрыскивается в пресс-форму, после охлаждения извлекается, производится зачистка заусенцев, сборка и соединение восковых моделей сложной структуры.
4.Изготовление оболочковой формы: Многократное нанесение огнеупорного покрытия и обсыпка песком для формирования высокопрочной оболочковой формы, после сушки и отверждения оболочковая форма готова.
5.Выплавление воска: Оболочковая форма помещается в печь для выплавления воска для удаления восковой модели, образуя полую литейную полость, подготавливая ее к заливке.
6.Прокаливание оболочковой формы: Оболочковая форма подается в печь для прокаливания, высокотемпературный обжиг удаляет остаточные примеси, повышая прочность и газопроницаемость.
7.Плавка и заливка: Исходные материалы загружаются в индукционную печь для плавки, после достижения заданной температуры производится равномерная заливка в полость оболочковой формы.
8.Охлаждение и выбивка формы: После охлаждения и затвердевания оболочковая форма разрушается, отливка извлекается, производится очистка от остатков огнеупорного материала и заусенцев.
9.Термическая обработка: Проводится закалка на твердый раствор, отжиг, дисперсионное твердение (старение) и другие виды обработки для оптимизации механических свойств и коррозионной стойкости отливок.
10.Неразрушающий контроль: Выполняется контроль внутренних и поверхностных дефектов отливок методами ультразвуковой дефектоскопии, капиллярного контроля, магнитопорошкового контроля и др.
11.Чистовая механическая обработка и обработка поверхности: Проводится прецизионная механическая обработка для исправления отклонений размеров, а также такие виды обработки, как пассивация, полировка и др.
")
")
")
связаться с нами
Сопутствующие популярные продукты

Трубы из специальных сплавов
Наши бесшовные / сварные / прецизионные / профильные (прямоугольные) трубы из нержавеющей стали, ...

Элементы навесных фасадов, зажимы
Наша компания специализируется на производстве крепежных элементов для навесных фасадов из нержав...

Круглые прутки
Мы являемся профессиональным производителем высококачественных круглых прутков из специальных спл...

Винт-шпилька
Мы предлагаем высокоэффективные шпильки (резьбовые стержни) из специальных сплавов, специально ра...

Стойки из нержавеющей стали
Производимые нашей компанией строительные опорные стойки из нержавеющей стали изготавливаются из ...

Колонное оборудование
Колонное оборудование из специальных сплавов представляет собой ключевое оборудование для осущест...

Стальная проволока с магнитоабсорбирующим покрытием
Магнитоагрегирующая проволока представляет собой конструкцию, предназначенную для улавливания сла...

Листы из специальных сплавов
Наши специальные толстолистовые плиты из сплавов, изготовленные методом горячей/холодной прокатки...

Крепежные изделия
Мы предлагаем высокоэффективные крепежные изделия из специальных сплавов, специально разработанны...
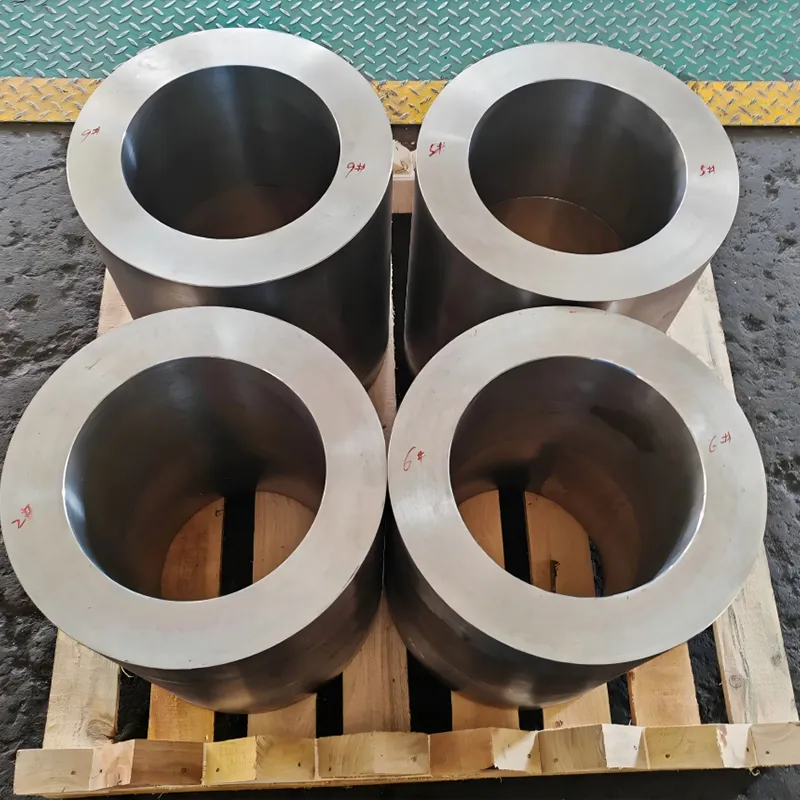
Распределители кислоты
Кислотораспределитель является ключевым внутренним компонентом для распределения жидкости в серно...
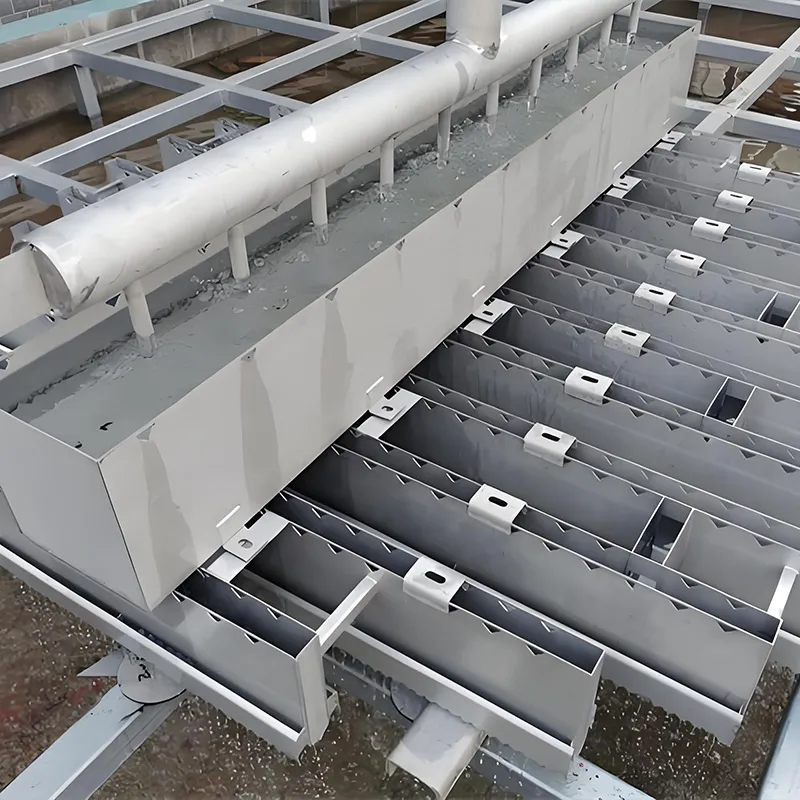
Сварочная проволока из специальных сплавов
Мы профессионально поставляем различные типы сварочной проволоки из специальных сплавов, использу...

Устройства против завихрений
Антивихревое устройство предназначено для установки на днищевых сливных патрубках резервуаров, ре...

Фасонная проволока
Фасонная проволока - это прецизионная металлическая проволока с некруглым поперечным сечением, из...

Трубные фитинги
Мы предлагаем высокоэффективные отводы и тройники из специальных сплавов, специально разработанны...

Фасонные прутки
Мы профессионально производим специальные фасонные прутки из спецсплавов, используя высококачеств...

Рулоны из специальных сплавов
Мы производим высококачественные рулоны (полосы) из специальных сплавов, используя в качестве сыр...






